Propiedades físicas del Ultramarino

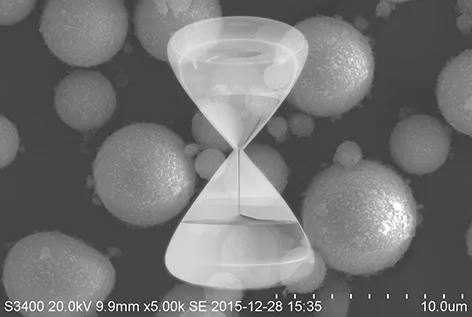
- Pigmento azul ultramarino es un pigmento inorgánico con un tamaño medio de partícula de 1.5-2.5 micrones. La distribución del tamaño de partícula generalmente varía de 0.1 a 30 micrones. Como otros pigmentos inorgánicos, el azul ultramarino tiende a aglomerarse. Esta aglomeración puede afectar el rendimiento de dispersión.
- La gravedad específica del azul ultramarino es de aproximadamente 2.3. Las partículas no están predispersas, y la absorción de aceite está entre 35-45. Esto conduce a una alta viscosidad y mala fluidez.
- El azul ultramarino es transparente y tiene una alta viveza.
- El contenido de humedad estándar del azul ultramarino es generalmente menor o igual a 0.6%.
- Las propiedades mecánicas, físicas y químicas del pigmento azul ultramarino son muy estables durante el procesamiento y uso.
- El azul ultramarino no es resistente a ácidos y no es adecuado para productos expuestos a sustancias ácidas.
El proceso de dispersión del pigmento azul ultramarino
- Humectación: La interfaz entre el pigmento azul ultramarino y el agua o aire se convierte en la interfaz entre el pigmento y el medio de coloración.
- Dispersion: Se aplican fuerzas externas para romper forzosamente los aglomerados de partículas de pigmento azul ultramarino.
Discusión sobre la dispersión del azul ultramarino en masterbatches universales
Los masterbatches universales suelen usar PE, PP, ABS y otros plásticos como portadores.
El contenido de pigmento varía de 10% a 40%. Los masterbatches universales se utilizan principalmente en juguetes, bienes de consumo y embalaje logístico. Los masterbatches se usan para colorear productos plásticos, por lo que se requieren dos propiedades clave: buena dispersión y fluidez. El producto no debe mostrar defectos como manchas de color, marcas de flujo o líneas de soldadura debido a la adición del masterbatch. Además, el masterbatch no debe afectar el rendimiento del producto.
La humectación inicial es el factor determinante para la calidad de dispersión del azul ultramarino
La calidad de la dispersión del azul ultramarino se determina por el proceso de humectación inicial
La humectación inicial se refiere a la penetración del agente humectante en pequeños huecos en los aglomerados de pigmento azul ultramarino. Esto reduce significativamente la fuerza de agregación entre las partículas de pigmento. La elección, velocidad y tiempo del agente humectante inicial son importantes.
En los masterbatches universales comunes, a menudo se usa cera de bajo peso molecular como agente humectante inicial. Recomendamos usar cera de polietileno con una distribución molecular estrecha y un valor de ácido por debajo de 10.
La humectación se logra mediante pre-dispersion, generalmente utilizando un amasador de alta velocidad, lo cual es conveniente y sencillo.
La cantidad de agente humectante depende del contenido de pigmento en el masterbatch.
En general, cuanto mayor sea la temperatura durante el amasado, mayor será la viscosidad del agente humectante y mejor será la dispersión. Sin embargo, la temperatura final en el amasador no debe superar los 110°C (el punto de fusión de la cera de polietileno está entre 90-105°C) para evitar la formación de grumos.
El tiempo de amasado depende de la capacidad del amasador, pero no debe ser inferior a 8 minutos.
La velocidad del amasador debe establecerse entre 0.6 y 0.75 de la velocidad máxima.
Los agentes humectantes iniciales no se limitan a lubricantes; en la fórmula pueden incluirse dispersantes y otros aditivos.
No se recomienda añadir aceites de difusión, ya que algunos en el mercado, como el aceite de silicona, tienen una penetración fuerte y pueden causar migración del color.
Mezcla a alta velocidad del agente humectante con el portador
Después de la pre-dispersion, el agente humectante y el portador deben mezclarse de manera uniforme. Se recomienda utilizar un amasador de alta velocidad para la mezcla.
La elección del portador depende del tipo de plástico utilizado en el producto final y de la cantidad a añadir. Se pueden usar polvos y pellets de PP, PE, ABS, EVA, etc.
La selección del índice de fusión (MI) del portador está determinada por el tamaño de las piezas plásticas finales. Elegir un portador con un MI más alto aumenta la fluidez, pero reduce el efecto de cizalladura en el tornillo, lo que puede conducir a una peor dispersión.
La granulometría por extrusión con tornillo estabiliza el efecto de dispersión del pigmento
Después de que los materiales se mezclan en la fórmula, comienza la extrusión. Es mejor usar un extrusor de doble tornillo con una relación longitud-diámetro ligeramente mayor. Este proceso es relativamente sencillo, y el extrudado debe tener una superficie lisa, sin hendiduras y color uniforme. De esta manera, el pigmento azul ultramarino se estabiliza en el masterbatch y no volverá a aglomerarse.
Aquí, nos centramos en la humectación inicial porque es la clave, pero en la práctica, a menudo no se controla como un proceso clave.
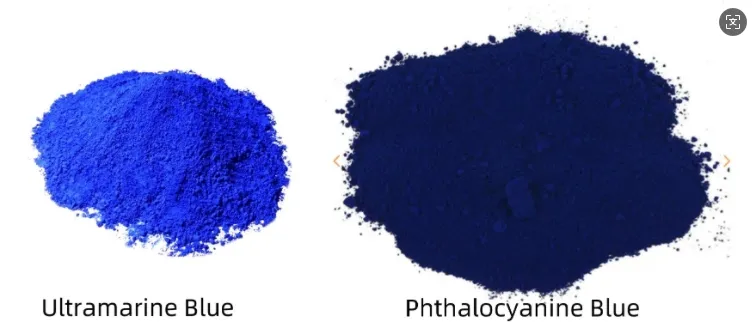
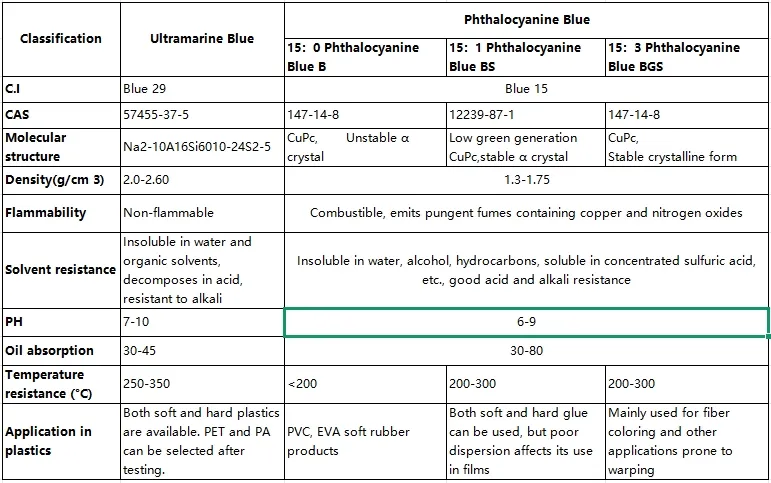
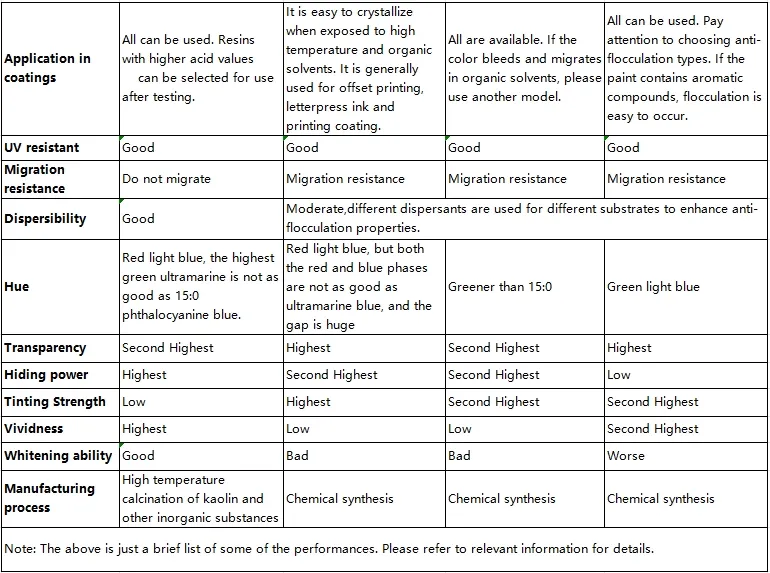
Comparación de pigmentos azul ultramarino y azul de ftalocianina