Propriétés physiques de l'ultramarin

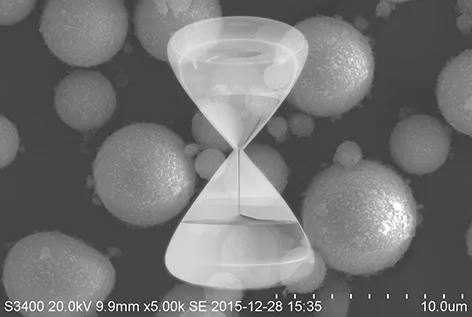
- Pigment bleu ultramarin est un pigment inorganique avec une taille de particule moyenne de 1,5 à 2,5 microns. La distribution de la taille des particules varie généralement de 0,1 à 30 microns. Comme d'autres pigments inorganiques, le bleu ultramarin a tendance à former des agglomérats. Cette agglomération peut affecter la performance de dispersion.
- La densité spécifique du bleu ultramarin est d'environ 2,3. Les particules ne sont pas pré-dispersées, et l'absorption d'huile se situe entre 35 et 45. Cela entraîne une viscosité élevée et une mauvaise fluidité.
- Le bleu ultramarin est transparent et possède une grande vivacité.
- La teneur en humidité standard du bleu ultramarin est généralement inférieure ou égale à 0,6%.
- Les propriétés mécaniques, physiques et chimiques du pigment bleu ultramarin sont très stables pendant le traitement et l'utilisation.
- Le bleu ultramarin n'est pas résistant à l'acide et n'est pas adapté aux produits exposés à des substances acides.
Le processus de dispersion du pigment bleu ultramarin
- Mouillage : L'interface entre le pigment bleu ultramarin et l'eau ou l'air devient l'interface entre le pigment et le médium colorant.
- Dispersion : Des forces externes sont appliquées pour briser de force les agglomérats de particules de pigment bleu ultramarin.
Discussion sur la dispersion du bleu ultramarin dans les masses maîtresses universelles
Les masses maîtresses universelles utilisent couramment le PE, le PP, l'ABS et d'autres plastiques comme porteurs.
La teneur en pigment varie de 10 à 40. Les masses maîtresses universelles sont principalement utilisées dans les jouets, les biens ménagers et l'emballage logistique. Les masses maîtresses sont utilisées pour colorer les produits plastiques, donc deux propriétés clés sont requises : une bonne dispersion et une bonne fluidité. Le produit ne doit pas présenter de défauts tels que des taches de couleur, des marques de flux ou des lignes de soudure dues à l'ajout de masse maîtresse. De plus, la masse maîtresse ne doit pas affecter les performances du produit.
Le mouillage initial est le facteur déterminant de la qualité de dispersion du bleu ultramarin
La qualité de la dispersion du bleu ultramarin est déterminée par le processus de mouillage initial
Le mouillage initial fait référence à la pénétration de l'agent mouillant dans les petites fissures des agglomérats de pigment bleu ultramarin. Cela réduit considérablement la force d'agrégation entre les particules de pigment. Le choix, la vitesse et le temps de l'agent mouillant initial sont importants.
Dans les masterbatches universels courants, la cire à faible poids moléculaire est souvent utilisée comme agent de mouillage initial. Nous recommandons d'utiliser une cire de polyéthylène avec une distribution étroite du poids moléculaire et une valeur d'acide inférieure à 10.
L'humidification est réalisée par pré-dispersion, généralement à l'aide d'un malaxeur à haute vitesse, ce qui est pratique et simple.
La quantité d'agent de mouillage dépend de la teneur en pigment dans le masterbatch.
En général, plus la température pendant le malaxage est élevée, plus la viscosité de l'agent de mouillage est grande et meilleure est la dispersion. Cependant, la température finale dans le malaxeur ne doit pas dépasser 110°C (le point de fusion de la cire de polyéthylène se situe entre 90-105°C) pour éviter la formation de grumeaux.
Le temps de malaxage dépend de la capacité du malaxeur, mais il ne doit pas être inférieur à 8 minutes.
La vitesse du malaxeur doit être réglée entre 0,6 et 0,75 de la vitesse maximale.
Les agents de mouillage initiaux ne se limitent pas aux lubrifiants ; des dispersants et d'autres additifs peuvent être inclus dans la formule.
Il n'est pas recommandé d'ajouter des huiles de diffusion, car certaines sur le marché, comme l'huile de silicone, ont une forte pénétration et peuvent provoquer une migration de la couleur.
Mélange à haute vitesse de l'agent de mouillage avec le porteur
Après la pré-dispersion, l'agent de mouillage et le porteur doivent être mélangés uniformément. Il est recommandé d'utiliser un malaxeur à haute vitesse pour le mélange.
Le choix du porteur dépend du type de plastique utilisé dans le produit final et de la quantité à ajouter. Des poudres et granulés de PP, PE, ABS, EVA, etc., peuvent être utilisés.
La sélection du MI (Indice de Fusion) du porteur est déterminée par la taille des pièces plastiques finales. Choisir un porteur avec un MI plus élevé augmente la fluidité, mais réduit l'effet de cisaillement dans la vis, ce qui peut entraîner une dispersion moins bonne.
La granulation par extrusion à vis stabilise l'effet de dispersion du pigment
Après que les matériaux ont été malaxés dans la formule, l'extrusion commence. Il est préférable d'utiliser une extrudeuse à double vis avec un rapport longueur/diamètre légèrement plus grand. Ce processus est relativement simple, et l'extrudat doit avoir une surface lisse, sans indentations, et une couleur uniforme. De cette manière, le pigment bleu outremer est stabilisé dans le masterbatch et ne s'agglomérera plus.
Ici, nous nous concentrons sur l'humidification initiale car c'est la clé, mais en pratique, elle n'est souvent pas contrôlée en tant que processus clé.
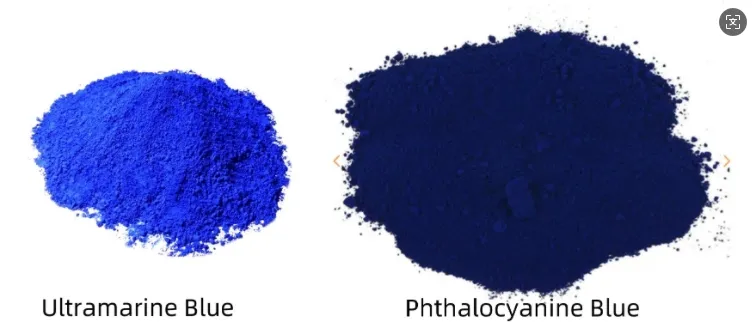
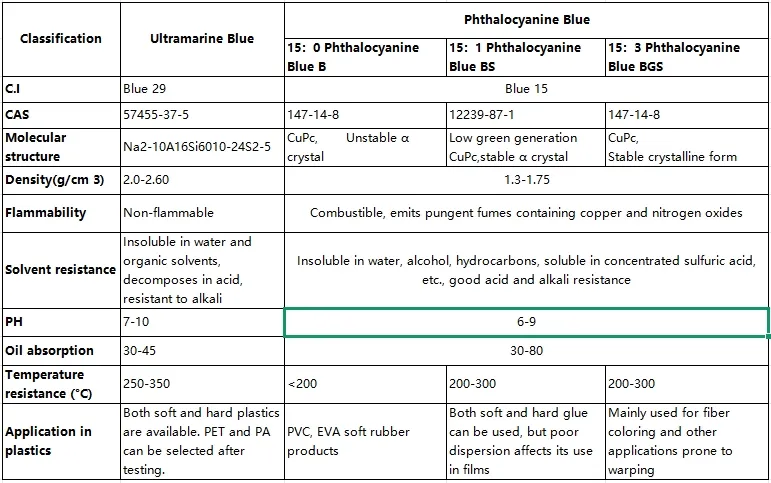
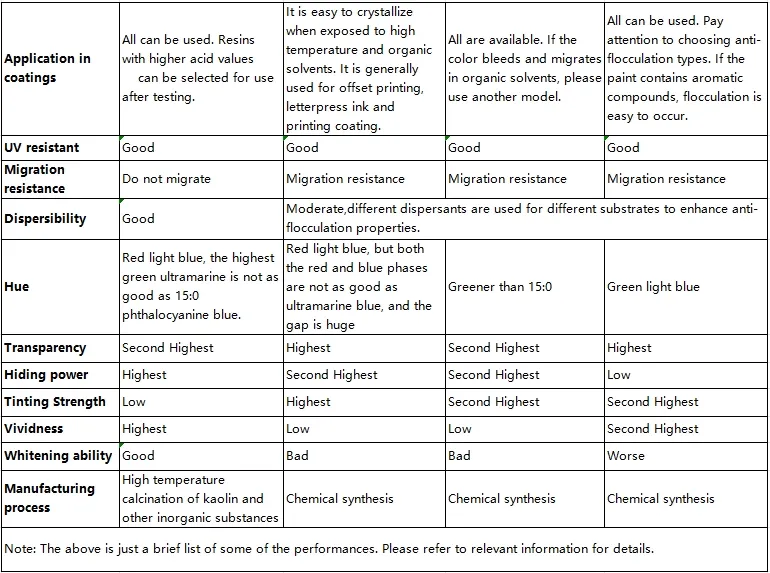
Comparaison des pigments Bleu outremer et Bleu de phthalocyanine